




产品类别
联系方式
手 机:139 2687 6731
网 址:www.cutting-chn.com
地 址:中国广东省东莞市厚街镇莞太路陈屋路段
新闻中心
油压裁断机的操作注意的事项
油压裁断机的操作注意的事项
1》裁刀设定时,一定要先放松设定手轮,使设定杆接触到裁断点控制开关否则裁刀设定开关转至ON 时,无法产生设定的动作。
2》工作时裁刀尽量置于上压板之中央位置,以免造成机械之单边磨损,影响其寿命。
3》更换新裁刀,如高度不一样时,请依设定方法,重新设定。
4》裁断动作时,手请离开裁刀或斩板,严禁用手去扶助刀模而来裁断,以免危险。
5》操作人员如需暂离位置时,请务必关掉马达开关,以免他人不当操作而损坏机台。
6》请避免超负荷使用以免损坏机器而减少使用寿命。

油压裁断机的刀具寿命
油压裁断机随着切削时间的延长,刀具磨损增加。根据切削实验,可得如下图所示的刀具正常磨损过程的典型磨损曲线。该图分别以切削时间和后刀面磨损量VB为横坐标与纵坐标。
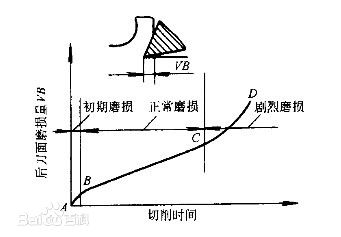
裁断机刀具正常磨损过程的典型磨损曲线
从图可知,裁断机刀具磨损过程可分为三个阶段:
1、初期磨损阶段
裁断机的刀具初期磨损过程较快,时间短。一把新刃磨的刀具表面尖峰比较突出,在与切屑相互摩擦过程中,压强不均匀,峰点的压强很大,造成尖峰很快被磨损,使压强趋于匀衡,磨损速度减慢。
2、正常磨损阶段
裁断机的刀具表面经初期磨损,峰点其本被磨平,表面的压强趋于匀衡,刀具的磨损量VB随时间的延长而均匀地增加。该阶段的磨损曲线基本上是线性的,其斜率代表磨损强度,是比较刀具性能的一个重要指标。
3、急剧磨损阶段
载断机的刀具经过正常磨损阶段后,切削刃已变钝,切削力、切削温度急剧升高,磨损原因发生了质变,刀具表层疲劳,性能下降,磨损量VB剧增,刀具会很快失效。
裁断机刀具磨钝标准:
刀具磨损到一定限度就不能继续使用。这个磨损限度称为裁断机刀具磨钝标准。
裁断机刀具寿命:
一把新刀(或重新刃磨过的刀具)从开始使用直至达到磨钝标准所经历的实际切削时间,称为裁断机的刀具寿命。
油压裁断机的裁断点的调整
1》刀模设定工作完成后,将被裁物料放在胶板上,然后将刀模放在物料上,再将送料板推进裁断区域内。
2》分别用双手按下12裁断开关,此时裁断压板就下降加压于刀模,至刀模切断物料后自动回升至起动前的位置停下。
3》在冲裁物料时,如发现物料没完全裁断时,调整03裁断深度控制器,将“压力制”向顺时针逆方向旋转;如刀模压入胶板太深,则将“压力制”向逆时针方向旋转,调整时间越长裁断深度越深,设法调整至刀模轻微压入胶板为止。
4》将送料板拉出裁断区域,取出裁好的物料,就此完成一次冲裁过程。