




产品类别
联系方式
手 机:139 2687 6731
网 址:www.cutting-chn.com
地 址:中国广东省东莞市厚街镇莞太路陈屋路段
新闻中心
新闻标题:阐述油压裁断机多检查原因
要想油压裁断机设备的使用寿命长,日常机台保养维护工作不可少!保养工作做得好,可保持裁断机良好的性能,亦可维持零件的寿命。油压裁断机日常维护保养注意事项如下:
1、油压裁断机台面要经常擦拭干净,不能沾到润滑油,以免裁断物沾到,影响成品美观。
2、斩板不能留有残渣杂物,或沾到润滑油,最好每天清理,以保持清洁。
3、填加润滑油要注意不可沾到其他零件,若沾到必须擦拭干净。
4、裁断机使用后,务必将周围清理干净,以保持机器清洁。
二、保养方法:
1、使用油压裁断机器时要注意油壶内之润滑油是否还有显示,若没有显示则表示已经没有润滑油,请再填加润滑油。
2、将润滑油送入四支滑轴时,只要前后摇动把手即可。
3、液压油建议使用68#或46#液压油,液压油一般一年更换一次。
4、油压裁断机长期停工后起动→润滑四支滑轴。
三、简述油压裁断机的冲裁力计算标准
关于油压裁断机的冲裁力是冲裁过程中刀模对物料施加的压力,它是随刀模进人材料的深度而变化的。通常说的冲裁力是指冲裁力的最大值,它是选用机器的重要依据之一。
理论计算,用普通平刃刀模冲裁时,其冲裁力F一般按下式计算: F=KLDσb
式中 F—冲裁力Kg L—刀模周长,因周长较难计算,一般用绳围测,然后伸直,量之即得mm d—工件厚度mm σb—抗剪强度kgf/mm K—为安全系数。
系数K是考虑到实际生产中,裁断机刀模的波动和不均匀、刃口的锋利、物料力学性能和厚度波动等因素的影响而给出的修正系数。一般取K=1.3。
例:人造革背包面子,成型规格,350*250mm,周长为L=350+350+250+250=1200mm
例二:塑料女皮鞋的纤维板,实得周长L=500mm 材料厚度d=150mm σb=12kfg/mm 则F=KLdσb=1.3*500*15*12=117吨
各种材料的抗剪强有力度QCP列举如下:
布料:1.5-2kgf/mm
纸类:2-3kgf/mm
硬橡胶:3kgf/mm
硬板纸:5-6kgf/mm
实验时裁切厚度与工作压力并不成正比关系,故适当的选择裁切厚度,对提高生产率有很大的关系,实际冲裁时,冲裁厚度与刀模锋利程度亦有关系,所以确定厚度时,宜采用dd<F/Lσb。
刀具寿命
裁断机随着切削时间的延长,刀具磨损增加。根据切削实验,可得如下图所示的刀具正常磨损过程的典型磨损曲线。该图分别以切削时间和后刀面磨损量VB为横坐标与纵坐标。
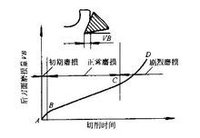
裁断机刀具正常磨损过程的典型磨损曲线
从图可知,裁断机刀具磨损过程可分为三个阶段:
1、初期磨损阶段
裁断机的刀具初期磨损过程较快,时间短。一把新刃磨的刀具表面尖峰比较突出,在与切屑相互摩擦过程中,压强不均匀,峰点的压强很大,造成尖峰很快被磨损,使压强趋于匀衡,磨损速度减慢。
2、正常磨损阶段
裁断机的刀具表面经初期磨损,峰点其本被磨平,表面的压强趋于匀衡,刀具的磨损量VB随时间的延长而均匀地增加。该阶段的磨损曲线基本上是线性的,其斜率代表磨损强度,是比较刀具性能的一个重要指标。
3、急剧磨损阶段
载断机的刀具经过正常磨损阶段后,切削刃已变钝,切削力、切削温度急剧升高,磨损原因发生了质变,刀具表层疲劳,性能下降,磨损量VB剧增,刀具会很快失效。
裁断机刀具磨钝标准:
刀具磨损到一定限度就不能继续使用。这个磨损限度称为裁断机刀具磨钝标准。
裁断机刀具寿命:
一把新刀(或重新刃磨过的刀具)从开始使用直至达到磨钝标准所经历的实际切削时间,称为裁断机的刀具寿命。